在具體運用扁平電纜中,扁平電纜薄膜層壓法能夠這樣描述:兩塊黏性塑料薄膜及夾在他們正中間平面圖狀導線群一起根據其溝槽表層外觀設計與扁平電纜截面類似的一對輪隙,受外壓后,扁平電纜這兩塊塑料薄膜結臺面的粘性流體產生交錯,做到粘接成形。
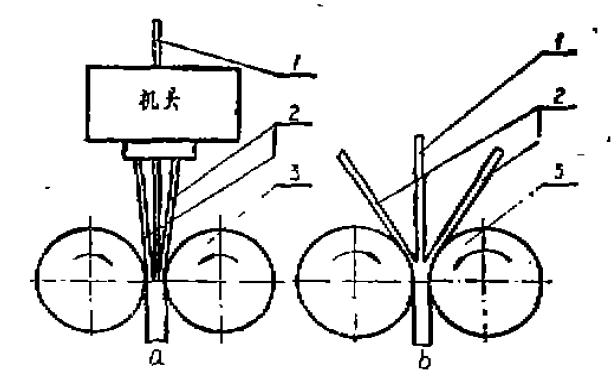
扁平電纜薄膜層壓法大多數了解的兩種,一是選用擠出層壓法,二是頂制薄膜層壓法。關聯到導線、成形輥對、片狀黏性薄膜。
扁平電纜擠出層壓法所需的成形設備比立即擠出法要繁雜些,但它擺脫了立即擠出法裝線艱難的難題,并具備商品覆蓋面廣、調整非常容易,拆換規格型號便捷和發動機成本費較極少數優勢,對導線僅有長短規定,外觀設計公差能夠放寬。
扁平電纜選用層壓法可生產流水線間管理中心距為1.27mm的64芯扁平電纜。擠出薄膜層壓法可勝做到立即擠出法的生產制造時速,而預制構件薄膜層壓法的生產制造時速就需要慢得多。
扁平電纜頂制薄膜層壓法所需的成形發電機組比擠出法和擠出層壓法要小些,項目投資也省。雖然這類成形方法生產制造時速比較慢,但它具備生產制造平穩、職工實際操作技術標準低、導線長短規定低和商品適應能力強等特性,它除開能生產制造扁平電纜外還能生產制造色碼帶條狀電纜線,這樣尤其合適小型工廠應用,一般只需兩個職工和l5平米場所就可以。


